






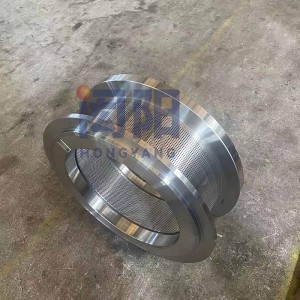
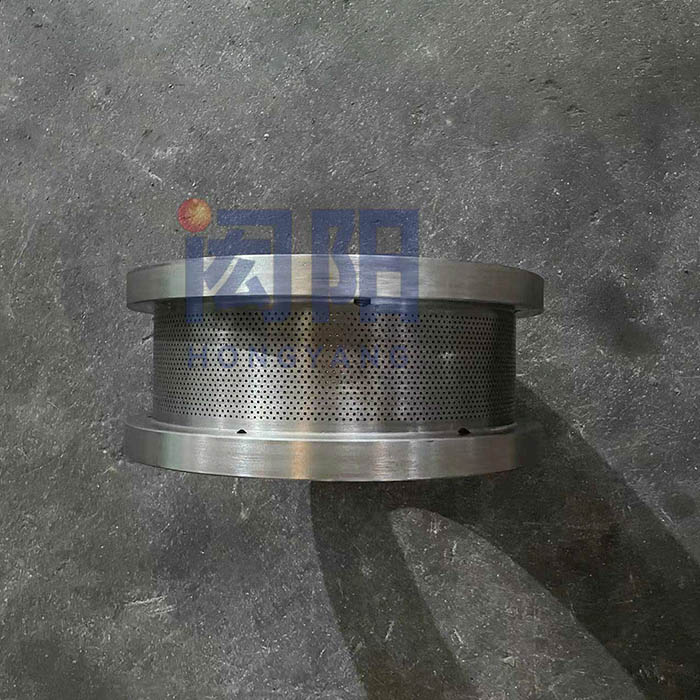
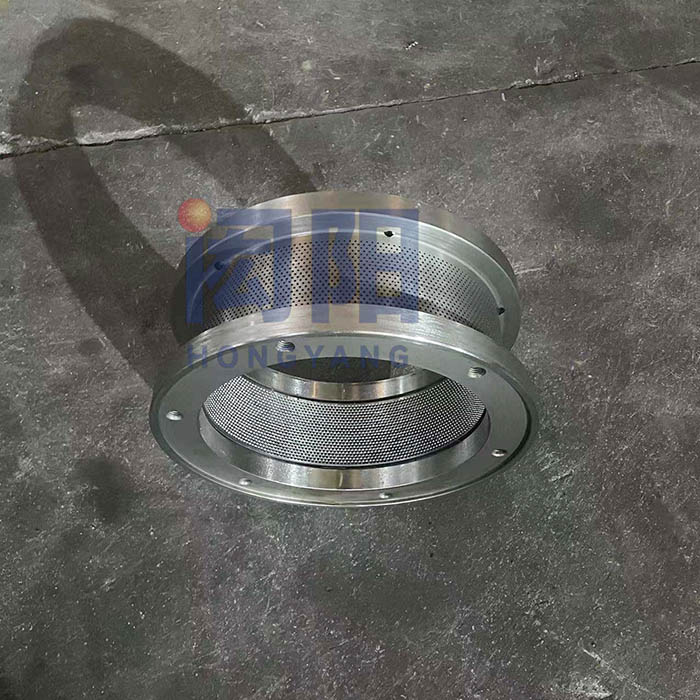
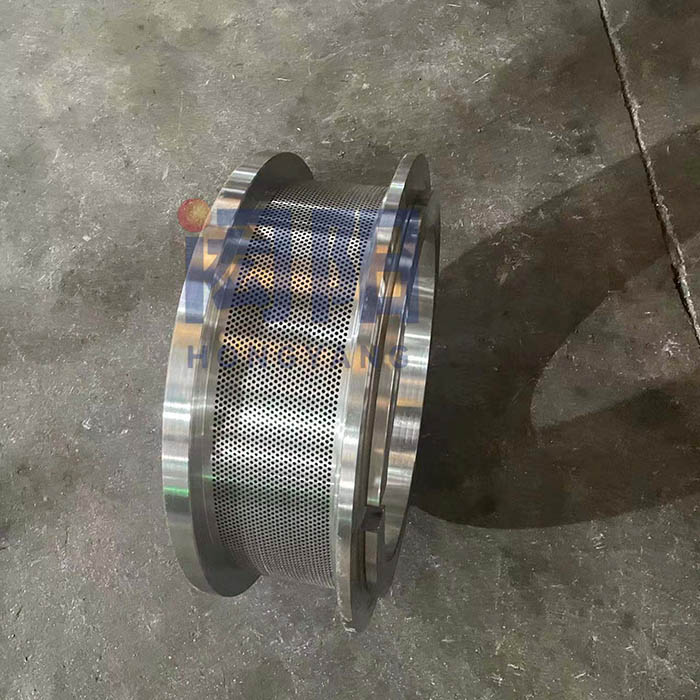
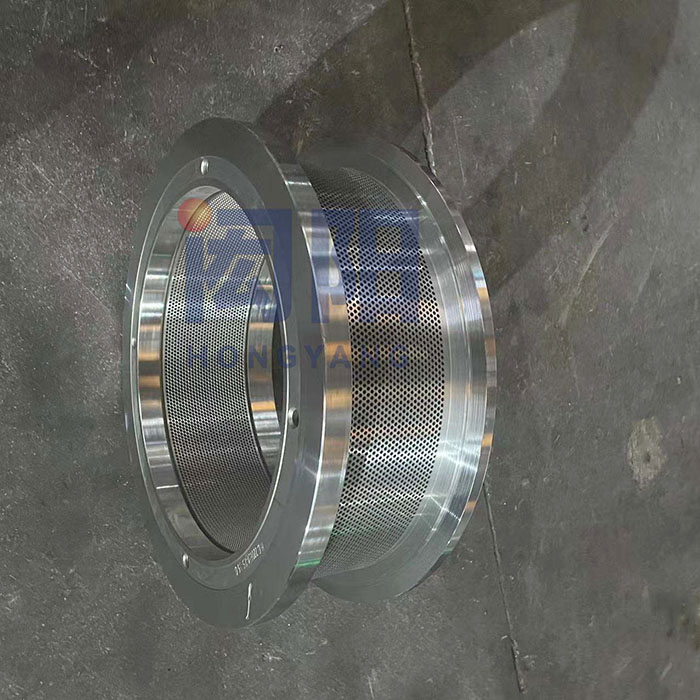
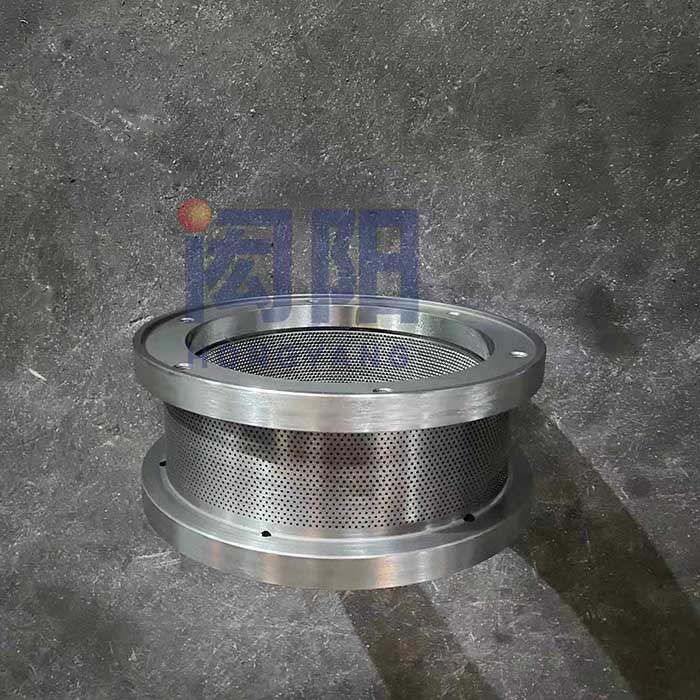
Futterpellet-Ringmatrize HUAMU HKJ 250
Produkteigenschaften
1. Wählen Sie hochwertige, frisch aus dem Ofen geraffinierte und entgaste Knüppel aus.
2. Die Form besteht aus importierten Tieflochbohrern und Mehrstationen-Gruppenbohrern. Das Formloch wird in einem Durchgang geformt, die Oberfläche ist hochwertig, das erzeugte Futter sieht gut aus, die Leistung ist hoch, das Material wird gleichmäßig ausgetragen und die Partikel werden gut geformt.
3. Die Form verwendet den kombinierten Behandlungsprozess eines amerikanischen Vakuumofens und eines kontinuierlichen Abschreckofens, der eine gleichmäßige Abschreckung, eine gute Oberflächenbeschaffenheit und eine hohe Härte aufweist und so die doppelte Lebensdauer gewährleistet.
Produktpräsentation
Seit 2006 beschäftigt sich unser Unternehmen mit der Herstellung professioneller chemischer Matrizen für Ringmatrizen. Die hergestellten Matrizen eignen sich für Hähnchen, Ente, Fisch, Garnelen, Holzspäne, Verbundwerkstoffe usw. und sind technologisch ausgereift. Unser Unternehmen verfügt über eine CNC-Fünfachsen-Reifenform-Tieflochbohrmaschine, eine Vierkopf-Tieflochbohrmaschine und eine CNC-Ringform-Anfasmaschine.
Die Grundmodelle der von der Firma hergestellten Ringmatrizen sind: 200-600; alle Matrizentypen von Zhengchang, Muyang, Shende und CPM können bestellt werden.

Blockaden lösen
Sollte es bei der Pelletproduktion zu einer Verstopfung der Ringmatrize kommen, muss diese aus der Maschine ausgebaut und gereinigt werden.
1. Die häufigste Methode besteht darin, mit einer elektrischen Bohrmaschine den Vorschub in der Matrizenbohrung zu verstopfen.
2. Wenn der Durchmesser der verstopften Ringmatrize weniger als 2,5 mm beträgt, kann diese in Wasser gelegt und erhitzt werden. Das Material im Formloch dehnt sich durch längeres Kochen langsam aus und ragt aus dem Formloch heraus, sodass sich das Material im Loch löst. Nach ein bis zwei Tagen Kochen das überstehende Material abkratzen, die Ringmatrize zum Mahlen auf den Granulator setzen und das Restmaterial im Loch herausdrücken.
3. Das Verstopfen von Ringmatrizen mit kleiner Öffnung kann auch durch Erhitzen der Matrize mit heißem Öl erfolgen, sodass das Material in der Matrizenöffnung bei Hochtemperaturkoks kleiner wird und dann durchdringt. Konkrete Vorgehensweise: Stellen Sie ein Metallbecken her, das größer als die Ringmatrize ist, legen Sie die Ringmatrize hinein, geben Sie Öl Nr. 15 hinzu und lassen Sie es über die Matrizenoberfläche tauchen. Erhitzen Sie das Öl etwa 6–8 Stunden lang, bis es kaum noch Blasen wirft.







-
VERANSTALTUNGEN
-
Produktkategorie
-
Kontaktieren Sie uns
-
 Tel.: +86 18851202909
Tel.: +86 18851202909 -
 Nr. 201 Zhengchang Road, Kunlun Street, Stadt Liyang, Provinz Jiangsu, China
Nr. 201 Zhengchang Road, Kunlun Street, Stadt Liyang, Provinz Jiangsu, China -
 E-Mail: hy.ringdie@outlook.com
E-Mail: hy.ringdie@outlook.com
-
-
Soziale Medien






heiße Produkte - Sitemap - AMP Mobile
Ringmatrize für Pelletmühlen, Futterpellet-Ringmatrize, Ringdüse für Pelletmaschinen, Pellet Matrize, Ringmatrize, Pellet-Ringmatrize,